



 提交申请
提交申请
 撮合1对1服务
撮合1对1服务
 生成订单
生成订单
 申请付款
申请付款
 确认收货
确认收货
 交易完成
交易完成
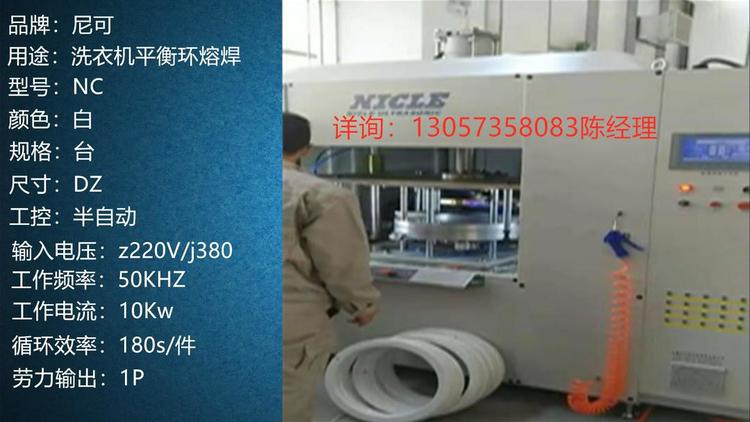
PPE塑料洗衣机平衡环热板焊接机
-
规格台
-
品牌尼可超声波
¥11 /台
库存:
最小起订量:
无锡尼可超声波设备有限公司
-
公司类型:生产企业
-
公司性质:企业
-
主营产品:--
-
所在地区:江苏 无锡市
-
联 系 人:--
-
品类:
加工设备
-
规格:
台
-
品牌:
尼可超声波
-
货物所在地:
江苏 无锡市
-
交货方式:
买家自提
-
交货日期:
当天交货
一、采用全自动热板设备完成平衡环本体圆形的焊接。
1、设备名称:非标塑胶熔敷焊接机
2、设备型号:NC-JD-5
3、电压:380V 3相5线制
4、频率:50/60Hz
5、最大功率:20kw (不同的设计功率略有偏差)初次加热功率为20KW,恒定后功率为3-5KW
6、保险:50A
7、额定电流:40A
8、控制电压:24V
9、压缩空气压力:5.0-7.0Kg
10、整机重量:约2.5吨
二、设备简况
3、焊接对象:改性PP、HDPE .PE、PET等塑料,通过电加热焊接成型。
4、焊接介质:热量焊接,不需其他介质。热板每个模块温度都可以独立温度控制,
采用温度模块 温控方式,温度显示调整全部在人机界面上完成。
5、设备能力: 每天3班 每班8小时,可连续工作。
6、焊接节拍:40-60秒/件(不含装卸工件时间)
7、 设备传动方式采用气动系统驱动。
三、焊接要求
1)焊后保证塑料圈不焊接面光滑。
2)焊后变形不大于3MM/0.6米。
3)焊接强度:超过本体75%以上
四、平衡环焊接设备功能介绍
1、设备机架
◆设备的外形尺寸:约(长)1880×(宽)1396×(高)2400MM
◆机架用国内优质A3矩形方通δ5X60X100MM焊接而成,表面再经喷塑处理。门板由数控折弯机及冲床加工成型后,表面再经喷塑处理。
◆外罩部分采用冷扎板材料,根据不同位置的尺寸,进行精确的加工成型。
◆设备除已经过防锈处理过的零件部分,其余表面全部喷塑处理,颜色可按客户要求定制。
◆配备独立的电器控制箱,电器、空气压缩、气动控制柜独立分开。
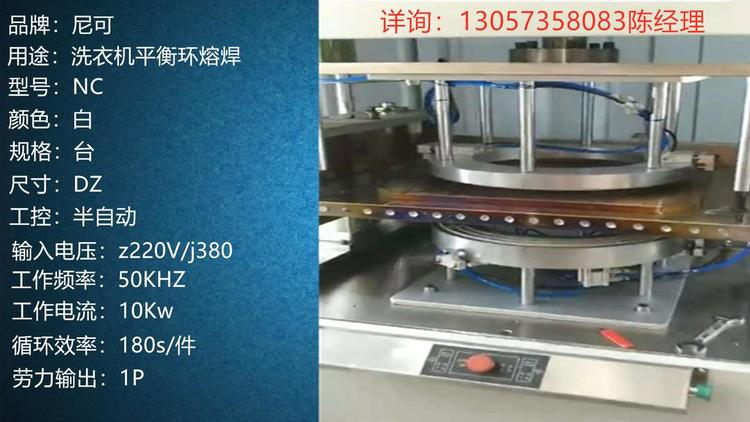
◆ 热板移动机构
移动加热机构由 气缸、滑块导轨、热板等部件组成。气缸作为动力源,带动热板机构沿两条滑块导轨前后作直线运动。
热板部件:由热模、加热板组成。热模与加热板通过快速定位紧固机构,与热板移动机构连接。上、下热模材料为优质钢制成。
结构的特点是:热板在运动时,平稳且运动间隙小。热板机构上,带加热板及上、下热模,以及加热板固定热模的快速联接机构,能够有效快速更换不同产品,优化了其使用范围、提高了生产效率。
五、热板模具
◆热板模具模板与设备的移动板联接采用螺栓连接。
◆热板模块采用单点独立温度控制方式,每个模块都可以单独调整控制温度。
◆采用电加热管和热电偶一体式的电加热模块,功率为2400W。
◆模具模板的固定孔位参照焊接平衡环的3D产品图纸,采用CNC加工方式保证位置的定位精度。
六、控制系统
◆采用西门子可编程控制器(PLC)、触摸屏控制全操作过程,既可全自动操作, 也可手动操作。
◆产品检测、胎具没有产品报警、人体安全保护等
◆作业中=绿色;作业完成=黄色;异常时=红色,同时与异常警报装置一起并用。
◆设备操作处安装紧急停车按钮和开关按钮和报警装置。
◆控制盘面板上装有开关信号灯,其运行状态显示在控制盘面板上。
◆配有独立的配电箱,电路方面按照国际布线标准进行功能分块,强电、弱电分块,以便于识别维护。
◆进口热电偶,加热管\热电偶布线用工业连接器
◆急停挚.(在自动运行的情况下,可独立控制设备的运行状态)以保证人员操作安全!
◆施耐德钥匙开关
◆电控柜(与机器一体化安装)
◆可编程控制器,安装在电控柜内
◆按钮操作面板
◆可输入设备运行各种参数(热烫时间\热熔时间\热板温度等)
◆安装在操作者右侧
◆全部功能均能在触屏操作面板上操作:调试(手动),自动焊接,参数设置
◆设备发生故障,面板提示灯闪烁
◆发生故障通过处理后按“复位”键复位,再按“启动”键,机器将继续自动运行。
◆ 绿色指示灯亮,“开始”键可用。
◆红色指示灯亮时,“开始”键不可用,(具体原因查看触屏面板报警内容)。
七、操作方式
人工放入上下平衡环工件→同时按下两个绿色启动按钮→平衡环工件固定在上下模等待位,中间为热板焊接区域→上工装模具由气缸夹紧平衡环工件→下工装模具由气缸夹紧固定平衡环工件→热板进→上工装与平衡环上半边下压→热熔→上工装与平衡环下压热板→下工装与平衡环→热熔→上工装与平衡环上升→热板退回等待位→上工装与平衡环下压→上下工装与平衡环合并→保压固化→上工装夹具松→上工装夹具上升(热板焊接平衡环完毕)→进入自动取件区域→取出焊好的平衡环工件→(依次循环)

